
Le Dossier de construction...
Caractéristique:
Type de modèle : OVNI
envergure : 60 cm
longueur : 37,5 cm
Hauteur 41,4 cm
Matériel nécessaire :
- 3 plaques de depron 6mm
- un petit morceau de CTP de 3 ou 4 mm pour le couple pare feu et du support de fuseau
- du velcro autocollant pour la fixation de l'accu
- 4 vis M3x10 et écrous à griffe pour la fixation du moteur
-2 vis M4 et écrous à griffes
- colle universelle
- scotch emballage transparent
- 2 baguettes de bois dur pour coupler les élevons
- 3 guignols et tiges de commandes (par exemple en carbone de 1,5mm)
- peinture
- vinyle pour décoration
- machine à découper au fil chaud CNC ou fraiseuse ou un bon cutter et une main agile ;-)
Equipement :
sur le premier proto, j'ai utilisé un 3548 normal, mais je préconise d'utiliser pluto le matériel suivant correspondant à mon second proto :
TURNIGY AerodriveXp SK Series
AerodriveXP SK Series motors are designed for those who want the very best in outrunner technology for their R/C plane.
Typically an efficiency improvement of around 8-10% can be seen over similar classed motors. This is in part due to the following;
Stator Laminations: .2mm
Magnet Type: N45SH
Bearings: Dual oversize (Japanese)
Model: SK35-48 900
Kv: 900rpm/v
Turns: 4
Resistance: 35mohm
Idle Current: 2.9A
Shaft: 5mm
Weight: 171g
Rated Power: 840w
ESC: 60A
Cell count: 3~5 Lipoly
Suggested Prop: 11*8, 13*6
Power equivalent : .40+ glow engine
J'utilise jusqu'a présent une hélice 14 X 7 style APC (équivalent chinois)
- Un contrôleur 60A avec bec comme par exemple :
- Un accu 3700 mAh 20 à 30C
- 3 mini servos (15 à 20 gr) assez costauds
http://www.hobbycity.com/hobbycity/store/uh_viewItem.asp?idProduct=7562
- un bon petit récepteur 4 voies
Découpe du Depron :
Il y a deux parties : le casier et le fuselage. On commence par le casier.
Dans une première plaque de depron 6mm on découpe les 4 cloisons extérieures et 2 cloisons verticales intérieures avec leurs marges :

dans la deuxième plaque on découpe le reste des cloisons intérieures, les renforts et les gouvernes.

Si on compte découper les pièces très proprement avec la machine au fil chaud, on commence par découper à la main ou avec la guillotine les plaques suivant les lignes bleues (les pièces sont d'abord découpées avec une marge ce qui est plus pratique pour manipuler et maintenir sur la machine)...

toutes les pièces prédécoupées au cutter hors des 3 plaques de depron
On peut aussi déjà à ce stade débiter les parties de la troisième plaque qui serviront à la découpe des pièces du fuseau et accessoires.

pour ceux qui ne disposent pas d'une machine CNC à fil chaud, voici ces dessins aux formats DXF et PLT:
plaque 1 en DXF plaque 1 en PLT
plaque 2 en DXF plaque 2 en PLT
plaque 3 en DXF plaque 3 en PLT
Découpes de toutes pièces :
Les 4 panneaux extérieurs sont de simple rectangles, mais pour arriver à un assemblage tip-top il vaut mieux avoir les arêtes parfaitement d'équerre dans tous les sens!
Pour cela, si on dispose d'une machine CNC avec une table recouverte de papier millimétré, on va utiliser la fonction guillotine pour faire les découpes définitives.
On va donc utiliser les 4 panneaux prédécoupés au cutter avec leurs marges dans la plaque n°1.
Les dimensions finales des deux panneaux horizontaux (dans le sens du vol) sont de 600 x 365 mm.
Les plaques brutes font 625 x 400 mm on a donc de l'aisance pour couper des angles bien droits, des mesures exacte et des découpes parfaitement verticales avec la guillotine.

Les deux panneaux verticaux font 402 x 365 mm finis.
découper manuellement les deux poignées dans les panneaux verticaux avec un cutter( attention au sens : la longueur de la poignée parallèle à la longueur du panneau), en se servant du gabarit de positionnement papier dont voici le fichier :

poignées en DXF decoupepoignees.plt


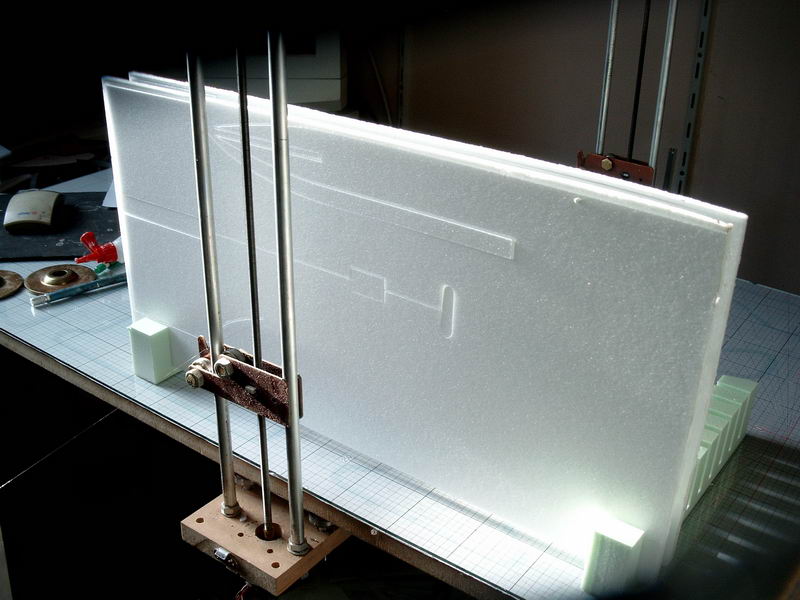
On va poursuivre par la découpe des cloisons intérieures du casier et des gouvernes.
Ces découpes seront faites au fil chaud en positionnant les plaques prédécoupées verticalement dans des peignes en extrudé eux même découpé au fil chaud dans des chutes.

Le fichier pour réaliser les peignes est compris dans les fichiers de découpe : peigne.cnc
On commence par les 4 cloisons intérieures verticales des côtés (qui ne comportent pas de volet de dérive)
Pour cela on utilise les les quatre plaques prédécoupées de 420 x 200 mm
que l'on place dans les peignes comme suit :

on coupe donc les 4 cloisons en une seule passe.

fichier : clintv1.cnc
On utilise ensuite les deux plaques prédécoupées à 625 x 200 mm pour y découper deux des cloisons intérieures horizontales et les 4 élevons les plus courts:
On les place comme suit dans les peignes :

clinth1.cnc
puis deux autres avec les cloisons intérieures horizontales et les deux élevons les plus longs

clinth2.cnc
enfin la plaque 625 x 200 avec la dernière cloison, la dérive et deux petites pièces:

clinth3.cnc
reste la cloison intérieure verticale centrale qui se découpe seule dans sa plaque de 625 x 120

clintv2.cnc

On peut ensuite attaquer la découpe des pièces constituant le "fuselage".
on utilise les deux plaques de 500 x 250 en même temps pour couper toutes les pièces du fuseau en une seule opération...

fuseau.cnc
et enfin les "poignées" :

poignée.cnc

Ensuite, le reste des pièces en depron seront découpées avec la fonction guillotine :
Il faut d'abord préparer la pièce qui reste de la plaque n°3 qui a des mesures brutes de 800 x 375mm.
On va découper 32 lattes de 27mm de large, avec les longs côtés coupés à 45°, dans cette pièce.

Pour cela on va régler la guillotine avec une hauteur de 8mm et un angle de 45°.
On coupe d'abord une des extrémités de la pièce de 375 x 800 à 45° comme sur la figure suivante :


ensuite on réarme la guillotine en gardant les mêmes réglages puis on retourne la plaque de depron et on la repose sur la partie droite de la table (en dessous de zéro)

puis on répète au moins 31 fois l'opération...
Si il n'y a pas moyen de poser la plaque sur la table du côté des X négatifs, on travailles dans l'autre sens avec -45° au lieu de +45° et en ayant éventuellement déplacé le zéro à +10mm si il n'y a pas moyen d'aller en X négatifs.

de cette manière, on ne perd pas de matière et on peut facilement découper plus de 32 lattes de 27 mm dans la plaque de 800 mm de long.

Pour Finir la découpe des petites pièces, on coupe bien droit le morceau brut de 205 mm de large, qui reste de la plaque n°2, à 180mm avec la guillotine , et on y découpe une série de au moins 14 petites lattes de 8mm.

Pour gagner en temps et en précision pour toute ces découpes des lattes de renfort, une astuce consiste à utiliser une règle de butée...
Si vous avez réalisé la Super Spartia, vous aurez sans doute aussi réalisé les brides de fixations pour le fraisage! Et bien j'utilise régulièrement une de ces brides comme butée lors des découpes au fil chaud :



L'ensemble des petites lattes est prêt.
On va encore pour la dernière fois utiliser la guillotine, mais simplement pour dresser à 45° les grands bords des gouvernes pour permettre leur articulation :
Il y a 2 longs volets de stab, 4 court et une dérive.
Les volets de stab seront biseauté du côté le plus long et faites bien attention de faire à chaque fois un droit et un gauche!!!!


Il reste à préparer le couple pare feu en CTP (j'ai utilisé du CTP de 3.2mm) :

coupleparefeu.dxf coupleparefeu.plt
pour ceux qui ont une Super Spartia ou une autre fraiseuse, je joins aussi les fichiers .PLT
sinon une perceuse et une petite scie...
et enfin les lattes d'assemblage fuseau-casier aussi en CTP de 3.2mm

accouplement.dxf accouplement.plt